

Lightning Molds
Molds start as blocks of 6061 aluminum, faced and doweled together, then squared up to size. The mold is then opened and cavities are machined into the aluminum. Sometimes a cavity cannot be directly machined and must be cut using a sinker EDM. This requires a graphite exactly the reverse of the cavity desired. Graphite is abrasive to machine and a vacuum is used to collect the dust. Carbide ball mills covered with diamond dust are used to machine the graphite. After the cavities are formed, the mold halves are drilled and tapped to hold the mold together while being injected under high pressure. The mold is then opened and polished and the gates and vents are cut.

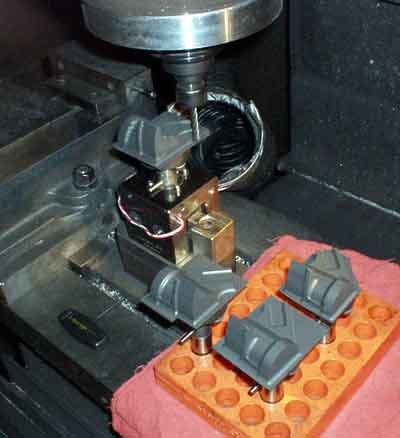
Some of the equipment used to create the molds

CNC Mill cutting EDM graphics for front pivot mold. Note metal vacuum duct removing dust.
Carbide and Diamond dust ball mill carving graphite

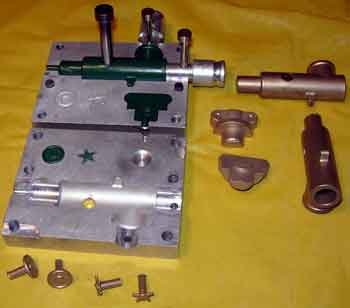
Completed front pivot mold being assembled

KCLwaxpkg-017
Waxes packed for shipment to foundry

The KCL “Timer Bracket”. This is the heart of the “gearless” timing mechanism and is cast in steel.

KCLwax-016
Wax Patterns ready to be shipped to Foundry
- Lightning Balanced Engine Front Guard -
Detailing how we made the Guard for the Quarter Scale Replica will give some idea of the challenge and complexity of such a project. This Guard is the focal point of the engine but sadly hides the most interesting feature; the front opposing piston. The 10 HP portable engine we copied no longer had this guard, but a similar engine did, so we could get the exact size. The mold was made slightly larger to allow for wax shrinkage and then metal shrink. It was highly polished to allow the wax to release.

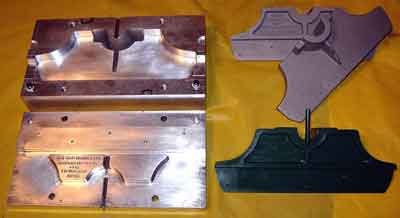
Original front guard

Upper mold for front guard

Lower mold for front guard

Mold & wax patterns for front guard
- Lightning Main Bearings -

Mold for Mainframe Sideplates

Mold and Wax for Main Bearing

Set of waxes for Main Bearings
Main Bearing Side Plate #1206

Mold & Wax for bearing cap

Main Bearing Cap #1206A Main Bearing Oil Cap #1206B

Muffler top #591, Mixer Top

Muffler Spacer #592, Muffler Bottom #593, Wall Filler Plug #589, Filler Plug Handle

Engine Valve Cage

Engine Valve Cage

7
Piston

U-Rod Yoke #1013

U-Rod End #1102

Connecting Rod Yoke #1101, Wrist Pin Bearing #1012

Cart Front Axle Pivot #1106, Front Axle Support #1105
Mixer body #1525B, Mixer Knob, Mixer Star Lock

Governor Parts: Governor Ball Yoke #A71 Governor Bracket (R&L) #1137 Governor Spool Yoke #A67 Governor Upper Ball #A72